Technológia rezania doštičiek (wafer decking), ako kľúčový krok v procese výroby polovodičov, priamo súvisí s výkonom, výťažnosťou a výrobnými nákladmi čipu.
#01 Pozadie a význam krájania oblátok
1.1 Definícia krájania oblátok
Rozdeľovanie doštičiek (tiež známe ako scribing) je základným krokom vo výrobe polovodičov, ktorého cieľom je rozdeliť spracované doštičky do viacerých samostatných čipov. Tieto čipy zvyčajne obsahujú kompletnú funkčnosť obvodu a sú základnými komponentmi, ktoré sa nakoniec používajú pri výrobe elektronických zariadení. Keďže návrhy čipov sú čoraz zložitejšie a rozmery sa neustále zmenšujú, požiadavky na presnosť a účinnosť technológie rezania doštičiek sú čoraz prísnejšie.
V praktických operáciách sa pri rezaní doštičiek zvyčajne využívajú vysoko presné nástroje, ako sú diamantové kotúče, aby sa zabezpečilo, že každá raznica zostane neporušená a plne funkčná. Medzi kľúčové kroky patrí príprava pred rezaním, presná kontrola počas procesu rezania a kontrola kvality po rezaní.
Pred rezaním musí byť doštička označená a umiestnená, aby sa zabezpečili presné dráhy rezania. Počas rezania musia byť parametre, ako je tlak nástroja a rýchlosť, prísne kontrolované, aby sa predišlo poškodeniu doštičky. Po rezaní sa vykonávajú komplexné kontroly kvality, aby sa zabezpečilo, že každý čip spĺňa výkonnostné štandardy.
Základné princípy technológie rezania doštičiek zahŕňajú nielen výber rezacieho zariadenia a nastavenie procesných parametrov, ale aj vplyv mechanických vlastností a charakteristík materiálov na kvalitu rezania. Napríklad kremíkové doštičky s nízkou dielektrickou hodnotou (low-k) sú kvôli svojim horším mechanickým vlastnostiam veľmi náchylné na koncentráciu napätia počas rezania, čo vedie k poruchám, ako je odštiepenie a praskanie. Nízka tvrdosť a krehkosť materiálov s nízkou dielektrickou hodnotou (low-k) ich robí náchylnejšími na štrukturálne poškodenie pri mechanickej sile alebo tepelnom namáhaní, najmä počas rezania. Kontakt medzi nástrojom a povrchom doštičky v spojení s vysokými teplotami môže ďalej zhoršiť koncentráciu napätia.

Vďaka pokroku v materiálovej vede sa technológia rezania doštičiek rozšírila za hranice tradičných polovodičov na báze kremíka a zahŕňa nové materiály, ako je nitrid gália (GaN). Tieto nové materiály vďaka svojej tvrdosti a štrukturálnym vlastnostiam predstavujú nové výzvy pre procesy rezania a vyžadujú si ďalšie vylepšenia nástrojov a techník rezania.
Ako kritický proces v polovodičovom priemysle sa rezanie doštičiek neustále optimalizuje v reakcii na vyvíjajúce sa požiadavky a technologický pokrok, čím sa kladú základy pre budúcu mikroelektroniku a technológie integrovaných obvodov.
Zlepšenia v technológii rezania doštičiek idú nad rámec vývoja pomocných materiálov a nástrojov. Zahŕňajú aj optimalizáciu procesov, zlepšenie výkonu zariadení a presné riadenie parametrov rezania. Cieľom týchto pokrokov je zabezpečiť vysokú presnosť, účinnosť a stabilitu v procese rezania doštičiek, čím sa uspokoja potreby polovodičového priemyslu po menších rozmeroch, vyššej integrácii a zložitejších štruktúrach čipov.
| oblasť zlepšenia | Konkrétne opatrenia | Účinky |
| Optimalizácia procesov | - Zlepšiť počiatočné prípravy, ako napríklad presnejšie umiestnenie doštičiek a plánovanie dráhy. | - Znížte chyby pri rezaní a zlepšite stabilitu. |
| - Minimalizujte chyby pri rezaní a zvýšte stabilitu. | - Prijať mechanizmy monitorovania a spätnej väzby v reálnom čase na úpravu tlaku, rýchlosti a teploty nástroja. | |
| - Zníženie miery lámania doštičiek a zlepšenie kvality čipov. | ||
| Zlepšenie výkonu zariadenia | - Využívajte vysoko presné mechanické systémy a pokročilú technológiu automatizačného riadenia. | - Zvyšuje presnosť rezania a znižuje plytvanie materiálom. |
| - Zaviesť technológiu laserového rezania vhodnú pre doštičky z vysoko tvrdých materiálov. | - Zlepšiť efektivitu výroby a znížiť manuálne chyby. | |
| - Zvýšiť automatizáciu zariadení pre automatické monitorovanie a nastavovanie. | ||
| Presné riadenie parametrov | - Jemne upravte parametre, ako je hĺbka rezu, rýchlosť, typ nástroja a metódy chladenia. | - Zabezpečiť integritu čipu a elektrický výkon. |
| - Prispôsobte parametre na základe materiálu, hrúbky a štruktúry doštičky. | - Zvýšiť výnosnosť, znížiť plytvanie materiálom a znížiť výrobné náklady. | |
| Strategický význam | - Neustále skúmať nové technologické cesty, optimalizovať procesy a vylepšovať možnosti zariadení s cieľom splniť požiadavky trhu. | - Zlepšiť výťažnosť a výkon výroby čipov, podporiť vývoj nových materiálov a pokročilých návrhov čipov. |
1.2 Dôležitosť krájania oblátok
Rezanie doštičiek hrá kľúčovú úlohu v procese výroby polovodičov, pričom priamo ovplyvňuje následné kroky, ako aj kvalitu a výkon konečného produktu. Jeho význam možno podrobne opísať takto:
Po prvé, presnosť a konzistentnosť rezania sú kľúčové pre zabezpečenie výťažnosti a spoľahlivosti čipu. Počas výroby prechádzajú doštičky viacerými krokmi spracovania, aby vytvorili množstvo zložitých obvodových štruktúr, ktoré musia byť presne rozdelené na jednotlivé čipy (čipy). Ak sa počas procesu rezania vyskytnú významné chyby v zarovnaní alebo rezaní, obvody sa môžu poškodiť, čo ovplyvní funkčnosť a spoľahlivosť čipu. Preto technológia vysoko presného rezania nielen zaisťuje integritu každého čipu, ale tiež zabraňuje poškodeniu vnútorných obvodov, čím sa zlepšuje celková miera výťažnosti.
Po druhé, rezanie doštičiek má významný vplyv na efektivitu výroby a kontrolu nákladov. Ako kľúčový krok vo výrobnom procese jeho efektivita priamo ovplyvňuje priebeh nasledujúcich krokov. Optimalizáciou procesu rezania, zvýšením úrovne automatizácie a zlepšením rýchlosti rezania možno výrazne zvýšiť celkovú efektivitu výroby.
Na druhej strane, plytvanie materiálom počas rezania je kritickým faktorom v riadení nákladov. Využívanie pokročilých technológií rezania nielenže znižuje zbytočné straty materiálu počas procesu rezania, ale tiež zvyšuje využitie doštičiek, čím sa znižujú výrobné náklady.
S pokrokom v polovodičovej technológii sa priemery doštičiek neustále zvyšujú a hustota obvodov zodpovedajúcim spôsobom rastie, čo kladie vyššie nároky na technológiu rezania. Väčšie doštičky vyžadujú presnejšie riadenie dráh rezania, najmä v oblastiach s vysokou hustotou obvodov, kde aj malé odchýlky môžu spôsobiť chybu viacerých čipov. Okrem toho väčšie doštičky zahŕňajú viac rezacích línií a zložitejšie procesné kroky, čo si vyžaduje ďalšie zlepšenia presnosti, konzistentnosti a účinnosti technológií rezania, aby sa tieto výzvy splnili.
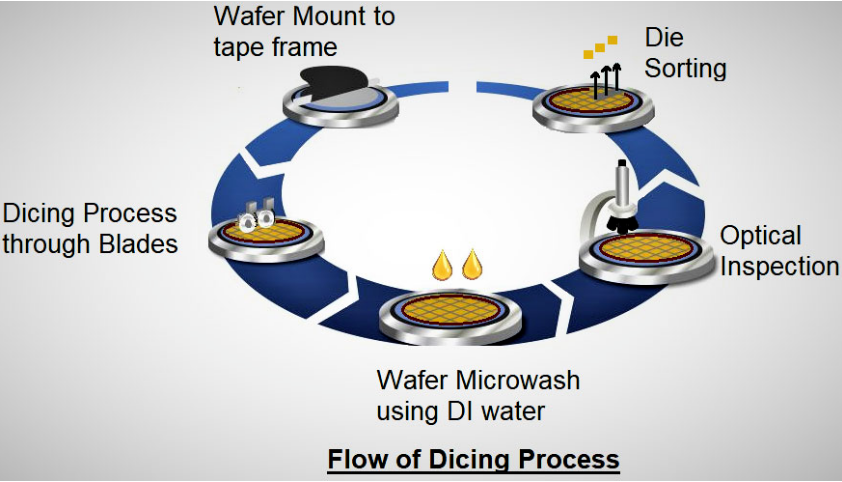
1.3 Proces krájania oblátok
Proces krájania oblátok zahŕňa všetky kroky od fázy prípravy až po konečnú kontrolu kvality, pričom každá fáza je kľúčová pre zabezpečenie kvality a výkonu krájaných lupienkov. Nižšie je uvedený podrobný popis každej fázy.
| Fáza | Podrobný popis |
| Prípravná fáza | -Čistenie oblátokNa odstránenie nečistôt, častíc a kontaminantov používajte vysoko čistú vodu a špeciálne čistiace prostriedky v kombinácii s ultrazvukovým alebo mechanickým drhnutím, čím zabezpečíte čistý povrch. -Presné polohovanie: Na zabezpečenie presného rozdelenia doštičky pozdĺž navrhnutých rezacích dráh použite vysoko presné zariadenia. -Fixácia oblátkyUpevnite doštičku na páskový rám, aby ste zachovali stabilitu počas rezania a zabránili poškodeniu vibráciami alebo pohybom. |
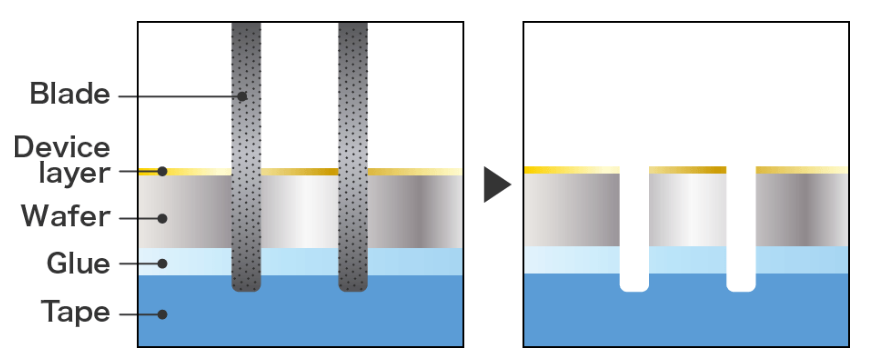
| Fáza rezania | -Krájanie čepeľouNa fyzické rezanie používajte vysokorýchlostné rotujúce diamantové kotúče, vhodné pre materiály na báze kremíka a cenovo výhodné. -Laserové krájanie kockamiVyužívajú vysokoenergetické laserové lúče na bezkontaktné rezanie, ideálne pre krehké alebo vysoko tvrdé materiály, ako je nitrid gália, a ponúkajú vyššiu presnosť a menšie straty materiálu. -Nové technológieZaviesť technológie laserového a plazmového rezania s cieľom ďalej zlepšiť efektivitu a presnosť a zároveň minimalizovať tepelne ovplyvnené zóny. |
| Fáza čistenia | - Na odstránenie nečistôt a prachu vznikajúcich počas rezania používajte deionizovanú vodu (DI vodu) a špeciálne čistiace prostriedky v kombinácii s ultrazvukovým alebo rozprašovacím čistením, čím zabránite tomu, aby zvyšky ovplyvnili následné procesy alebo elektrický výkon triesky. - Vysoko čistá deionizovaná voda zabraňuje zavádzaniu nových kontaminantov, čím zaisťuje čisté prostredie doštičiek. |
| Fáza inšpekcie | -Optická kontrolaPoužívajte optické detekčné systémy v kombinácii s algoritmami umelej inteligencie na rýchlu identifikáciu defektov, čím zabezpečíte, že nakrájané lupienky nebudú mať žiadne praskliny ani odštiepenia, čím zlepšíte efektivitu kontroly a znížite počet ľudských chýb. -Meranie rozmerovOverte, či rozmery čipu zodpovedajú konštrukčným špecifikáciám. -Testovanie elektrických výkonovZabezpečiť, aby elektrický výkon kritických čipov spĺňal normy, a zaručiť tak spoľahlivosť v následných aplikáciách. |
| Fáza triedenia | - Na oddelenie kvalifikovaných triesok od rámu pásky a ich automatické triedenie podľa výkonu použite robotické ramená alebo vákuové prísavky, čím zabezpečíte efektivitu a flexibilitu výroby a zároveň zvýšite presnosť. |
Proces rezania doštičiek zahŕňa čistenie, polohovanie, rezanie, čistenie, kontrolu a triedenie doštičiek, pričom každý krok je kritický. Vďaka pokroku v automatizácii, rezaní laserom a technológiách kontroly pomocou umelej inteligencie môžu moderné systémy rezania doštičiek dosiahnuť vyššiu presnosť, rýchlosť a menšie straty materiálu. V budúcnosti nové technológie rezania, ako napríklad laser a plazma, postupne nahradia tradičné rezanie čepeľami, aby splnili potreby čoraz zložitejších návrhov čipov, čo ďalej podporí vývoj procesov výroby polovodičov.
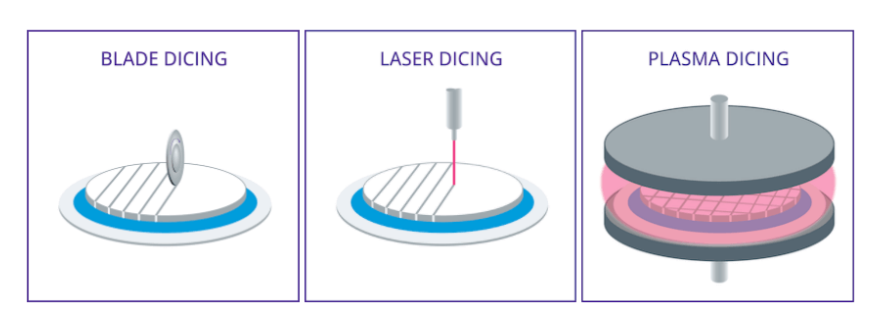
Technológia rezania doštičiek a jej princípy
Obrázok znázorňuje tri bežné technológie rezania doštičiek:Krájanie čepeľou,Laserové krájanie kockamiaPlazmové krájanie na kockyNižšie je uvedená podrobná analýza a doplňujúce vysvetlenie týchto troch techník:
Pri výrobe polovodičov je rezanie doštičiek kľúčovým krokom, ktorý si vyžaduje výber vhodnej metódy rezania na základe hrúbky doštičky. Prvým krokom je určenie hrúbky doštičky. Ak hrúbka doštičky presahuje 100 mikrónov, možno ako metódu rezania zvoliť rezanie čepeľou. Ak rezanie čepeľou nie je vhodné, možno použiť metódu lomového rezania, ktorá zahŕňa techniky rezania ryhovaním aj rezania čepeľou.
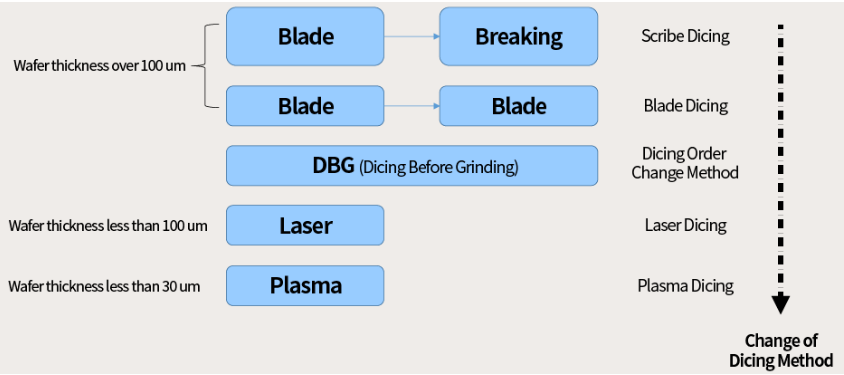
Ak je hrúbka doštičky medzi 30 a 100 mikrónmi, odporúča sa metóda DBG (Dice Before Grinding). V tomto prípade je možné na dosiahnutie najlepších výsledkov zvoliť ryhované rezanie, rezanie čepeľou alebo úpravu poradia rezania podľa potreby.
Pre ultratenké doštičky s hrúbkou menšou ako 30 mikrónov sa laserové rezanie stáva preferovanou metódou vďaka svojej schopnosti presne rezať tenké doštičky bez toho, aby spôsobili nadmerné poškodenie. Ak laserové rezanie nedokáže splniť špecifické požiadavky, možno ako alternatívu použiť plazmové rezanie. Tento vývojový diagram poskytuje jasný postup rozhodovania, aby sa zabezpečilo, že sa za rôznych podmienok hrúbky zvolí najvhodnejšia technológia rezania doštičiek.
2.1 Technológia mechanického rezania
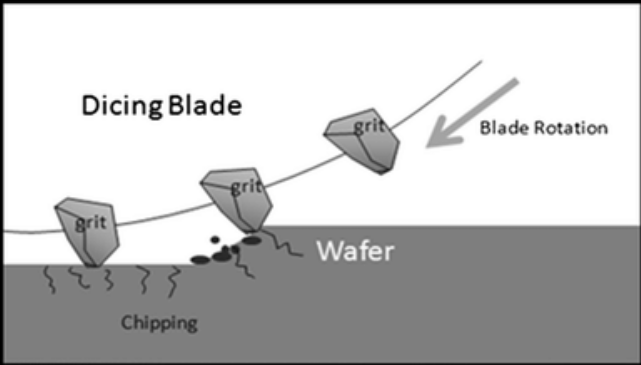
Technológia mechanického rezania je tradičnou metódou pri krájaní doštičiek. Základným princípom je použitie vysokorýchlostného rotujúceho diamantového brúsneho kotúča ako rezacieho nástroja na krájanie doštičky. Kľúčové vybavenie zahŕňa vreteno so vzduchovým ložiskom, ktoré poháňa diamantový brúsny kotúč vysokými rýchlosťami, aby sa vykonávalo presné rezanie alebo drážkovanie pozdĺž vopred definovanej dráhy rezu. Táto technológia sa v priemysle široko používa vďaka nízkym nákladom, vysokej účinnosti a širokej použiteľnosti.
Výhody
Vysoká tvrdosť a odolnosť diamantových brúsnych kotúčov proti opotrebovaniu umožňuje prispôsobiť sa technológii mechanického rezania potrebám rezania rôznych materiálov na báze kremíka alebo novších zložených polovodičov. Jeho obsluha je jednoduchá s relatívne nízkymi technickými požiadavkami, čo ďalej podporuje jeho popularitu v hromadnej výrobe. Okrem toho, v porovnaní s inými metódami rezania, ako je rezanie laserom, má mechanické rezanie lepšie kontrolovateľné náklady, vďaka čomu je vhodné pre potreby veľkoobjemovej výroby.
Obmedzenia
Napriek početným výhodám má technológia mechanického rezania aj obmedzenia. Po prvé, kvôli fyzickému kontaktu medzi nástrojom a doštičkou je presnosť rezania relatívne obmedzená, čo často vedie k rozmerovým odchýlkam, ktoré môžu ovplyvniť presnosť následného balenia a testovania čipov. Po druhé, počas procesu mechanického rezania sa môžu ľahko vyskytnúť chyby, ako sú odštiepenia a praskliny, čo nielen ovplyvňuje mieru výťažnosti, ale môže mať aj negatívny vplyv na spoľahlivosť a životnosť čipov. Poškodenie spôsobené mechanickým namáhaním je obzvlášť škodlivé pri výrobe čipov s vysokou hustotou, najmä pri rezaní krehkých materiálov, kde sú tieto problémy výraznejšie.
Technologické vylepšenia
Aby sa prekonali tieto obmedzenia, výskumníci neustále optimalizujú proces mechanického rezania. Medzi kľúčové vylepšenia patrí vylepšenie dizajnu a výberu materiálu brúsnych kotúčov s cieľom zlepšiť presnosť rezania a odolnosť. Okrem toho optimalizácia konštrukčného návrhu a riadiacich systémov rezacích zariadení ďalej zlepšila stabilitu a automatizáciu procesu rezania. Tieto pokroky znižujú chyby spôsobené ľudskou činnosťou a zlepšujú konzistentnosť rezov. Zavedenie pokročilých technológií kontroly a kontroly kvality na monitorovanie anomálií v reálnom čase počas procesu rezania tiež výrazne zlepšilo spoľahlivosť a výťažnosť rezania.
Budúci vývoj a nové technológie
Hoci technológia mechanického rezania stále zaujíma významné postavenie v rezaní doštičiek, nové technológie rezania sa rýchlo rozvíjajú s vývojom polovodičových procesov. Napríklad aplikácia technológie termálneho laserového rezania poskytuje nové riešenia problémov s presnosťou a chybami pri mechanickom rezaní. Táto bezkontaktná metóda rezania znižuje fyzické namáhanie doštičky, čím výrazne znižuje výskyt odštiepenia a praskania, najmä pri rezaní krehkejších materiálov. V budúcnosti integrácia technológie mechanického rezania s novými technikami rezania poskytne výrobe polovodičov viac možností a flexibility, čo ďalej zvýši efektivitu výroby a kvalitu čipov.
Záverom možno povedať, že hoci technológia mechanického rezania má určité nevýhody, neustále technologické vylepšenia a jej integrácia s novými technikami rezania jej umožňujú stále hrať dôležitú úlohu vo výrobe polovodičov a udržiavať si konkurencieschopnosť v budúcich procesoch.
2.2 Technológia laserového rezania
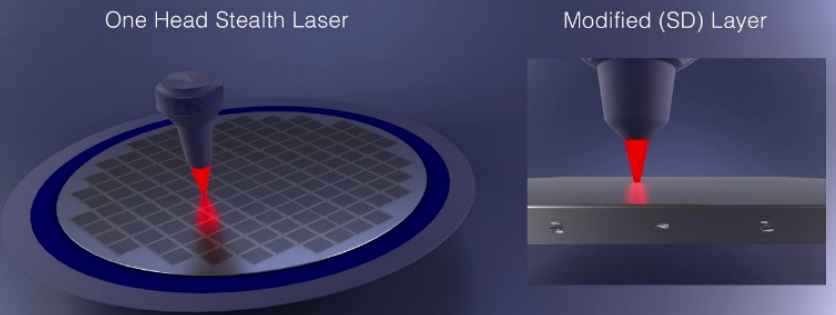
Technológia laserového rezania, ako nová metóda rezania doštičiek, si postupne získala širokú pozornosť v polovodičovom priemysle vďaka svojej vysokej presnosti, absencii mechanického poškodenia kontaktom a rýchlym možnostiam rezania. Táto technológia využíva vysokú hustotu energie a schopnosť zaostrovania laserového lúča na vytvorenie malej tepelne ovplyvnenej zóny na povrchu materiálu doštičky. Keď je laserový lúč aplikovaný na doštičku, generované tepelné napätie spôsobí, že sa materiál na určenom mieste zlomí, čím sa dosiahne presné rezanie.
Výhody technológie laserového rezania
• Vysoká presnosťPresná polohovacia schopnosť laserového lúča umožňuje presnosť rezania na úrovni mikrónov alebo dokonca nanometrov, čo spĺňa požiadavky modernej výroby vysoko presných integrovaných obvodov s vysokou hustotou.
• Žiadny mechanický kontaktLaserové rezanie zabraňuje fyzickému kontaktu s doštičkou, čím sa predchádza bežným problémom pri mechanickom rezaní, ako je odštiepenie a praskanie, a výrazne sa zlepšuje výťažnosť a spoľahlivosť čipov.
• Vysoká rýchlosť rezaniaVysoká rýchlosť laserového rezania prispieva k zvýšeniu efektivity výroby, vďaka čomu je obzvlášť vhodná pre veľkoobjemové a vysokorýchlostné výrobné scenáre.
Výzvy, ktorým čelíme
• Vysoké náklady na vybaveniePočiatočná investícia do laserového rezacieho zariadenia je vysoká, čo predstavuje ekonomický tlak, najmä pre malé a stredné výrobné podniky.
• Komplexné riadenie procesovRezanie laserom vyžaduje presnú kontrolu niekoľkých parametrov vrátane hustoty energie, polohy ohniska a rýchlosti rezania, čo robí proces zložitým.
• Problémy v zóne ovplyvnenej teplomHoci bezkontaktný charakter laserového rezania znižuje mechanické poškodenie, tepelné namáhanie spôsobené tepelne ovplyvnenou zónou (HAZ) môže negatívne ovplyvniť vlastnosti materiálu doštičky. Na minimalizáciu tohto efektu je potrebná ďalšia optimalizácia procesu.
Smery technologického zlepšenia
Aby sa tieto výzvy vyriešili, výskumníci sa zameriavajú na znižovanie nákladov na zariadenia, zlepšovanie účinnosti rezania a optimalizáciu procesného toku.
• Efektívne lasery a optické systémyVývojom účinnejších laserov a pokročilých optických systémov je možné znížiť náklady na zariadenia a zároveň zvýšiť presnosť a rýchlosť rezania.
• Optimalizácia procesných parametrovV súčasnosti sa vykonáva hĺbkový výskum interakcie medzi lasermi a materiálmi doštičiek s cieľom zlepšiť procesy, ktoré znižujú tepelne ovplyvnenú zónu, a tým zlepšujú kvalitu rezania.
• Inteligentné riadiace systémyVývoj inteligentných riadiacich technológií má za cieľ automatizovať a optimalizovať proces laserového rezania, zlepšiť jeho stabilitu a konzistentnosť.
Technológia laserového rezania je obzvlášť účinná pri ultratenkých doštičkách a pri rezaní s vysokou presnosťou. S rastúcou veľkosťou doštičiek a hustotou obvodov sa tradičné metódy mechanického rezania ťažko spĺňajú požiadavky modernej výroby polovodičov na vysokú presnosť a účinnosť. Vďaka svojim jedinečným výhodám sa laserové rezanie stáva v týchto oblastiach preferovaným riešením.
Hoci technológia laserového rezania stále čelí výzvam, ako sú vysoké náklady na zariadenia a zložitosť procesu, jej jedinečné výhody vo vysokej presnosti a bezkontaktnom poškodení z nej robia dôležitý smer vývoja vo výrobe polovodičov. S neustálym pokrokom laserovej technológie a inteligentných riadiacich systémov sa očakáva, že laserové rezanie ďalej zlepší efektivitu a kvalitu rezania doštičiek, čo bude hnacou silou neustáleho rozvoja polovodičového priemyslu.
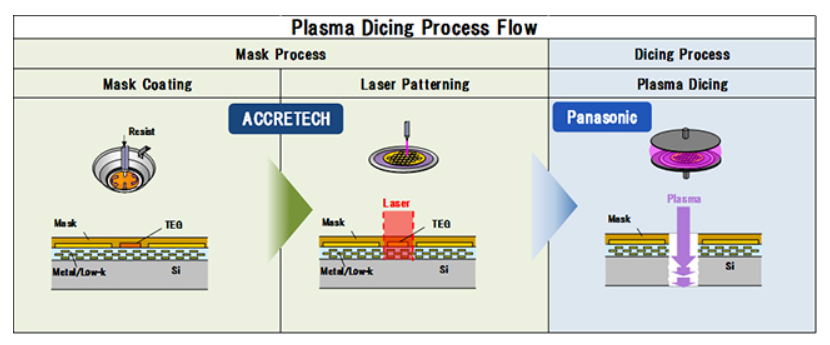
2.3 Technológia plazmového rezania
Technológia plazmového rezania, ako nová metóda rezania doštičiek, si v posledných rokoch získala značnú pozornosť. Táto technológia využíva vysokoenergetické plazmové lúče na presné rezanie doštičiek riadením energie, rýchlosti a dráhy rezania plazmového lúča, čím sa dosahujú optimálne výsledky rezania.
Princíp fungovania a výhody
Proces plazmového rezania sa spolieha na vysokoteplotný a energeticky riadený plazmový lúč generovaný zariadením. Tento lúč dokáže zahriať materiál doštičky na bod topenia alebo odparovania vo veľmi krátkom čase, čo umožňuje rýchle rezanie. V porovnaní s tradičným mechanickým alebo laserovým rezaním je plazmové rezanie rýchlejšie a vytvára menšiu tepelne ovplyvnenú zónu, čím sa účinne znižuje výskyt trhlín a poškodenia počas rezania.
V praktických aplikáciách je technológia plazmového rezania obzvlášť vhodná na manipuláciu s doštičkami so zložitými tvarmi. Jej vysokoenergetický, nastaviteľný plazmový lúč dokáže ľahko rezať doštičky nepravidelných tvarov s vysokou presnosťou. Preto je táto technológia vo výrobe mikroelektroniky, najmä pri zákazkovej a malosériovej výrobe špičkových čipov, veľmi sľubná pre široké využitie.
Výzvy a obmedzenia
Napriek mnohým výhodám technológie plazmového rezania čelí aj niektorým výzvam.
• Zložitý procesProces plazmového rezania je zložitý a vyžaduje si vysoko presné zariadenia a skúsených operátorov, aby sa zabezpečilopresnosť a stabilita pri rezaní.
• Kontrola a bezpečnosť životného prostrediaVysokoteplotná a energetická povaha plazmového lúča vyžaduje prísne opatrenia na kontrolu prostredia a bezpečnostné opatrenia, čo zvyšuje zložitosť a náklady na implementáciu.
Smery budúceho rozvoja
S technologickým pokrokom sa očakáva postupné prekonanie výziev spojených s plazmovým rezaním. Vývojom inteligentnejších a stabilnejších rezacích zariadení je možné znížiť závislosť od manuálnych operácií, čím sa zlepší efektivita výroby. Optimalizácia procesných parametrov a prostredia rezania zároveň pomôže znížiť bezpečnostné riziká a prevádzkové náklady.
V polovodičovom priemysle sú inovácie v technológii rezania a kockovania doštičiek kľúčové pre rozvoj tohto odvetvia. Technológia plazmového rezania sa vďaka svojej vysokej presnosti, účinnosti a schopnosti spracovať zložité tvary doštičiek stala v tejto oblasti významným novým hráčom. Hoci niektoré výzvy pretrvávajú, tieto problémy sa budú postupne riešiť pokračujúcimi technologickými inováciami, ktoré prinesú viac možností a príležitostí do výroby polovodičov.
Perspektívy využitia technológie plazmového rezania sú rozsiahle a očakáva sa, že v budúcnosti bude hrať dôležitejšiu úlohu vo výrobe polovodičov. Vďaka neustálym technologickým inováciám a optimalizácii plazmové rezanie nielenže vyrieši existujúce výzvy, ale stane sa aj silným motorom rastu polovodičového priemyslu.
2.4 Kvalita rezania a ovplyvňujúce faktory
Kvalita rezania doštičiek je rozhodujúca pre následné balenie čipov, testovanie a celkový výkon a spoľahlivosť konečného produktu. Medzi bežné problémy, s ktorými sa stretávame počas rezania, patria praskliny, odštiepenie a odchýlky pri rezaní. Tieto problémy sú ovplyvnené niekoľkými faktormi, ktoré pôsobia spoločne.
| Kategória | Obsah | Dopad |
| Parametre procesu | Rýchlosť rezania, posuv a hĺbka rezu priamo ovplyvňujú stabilitu a presnosť procesu rezania. Nesprávne nastavenie môže viesť ku koncentrácii napätia a nadmernej zóne ovplyvnenej teplom, čo má za následok praskliny a odštiepenie. Kľúčom k dosiahnutiu požadovaných výsledkov rezania je vhodné nastavenie parametrov na základe materiálu doštičky, hrúbky a požiadaviek na rezanie. | Správne parametre procesu zabezpečujú presné rezanie a znižujú riziko defektov, ako sú praskliny a odštiepenie. |
| Faktory zariadenia a materiálu | -Kvalita čepeleMateriál, tvrdosť a odolnosť čepele voči opotrebovaniu ovplyvňujú plynulosť rezania a rovinnosť rezaného povrchu. Čepele nízkej kvality zvyšujú trenie a tepelné namáhanie, čo môže viesť k prasklinám alebo odštiepeniu. Výber správneho materiálu čepele je kľúčový. -Výkon chladiacej kvapalinyChladiace kvapaliny pomáhajú znižovať teplotu rezania, minimalizovať trenie a odstraňovať nečistoty. Neúčinná chladiaca kvapalina môže viesť k vysokým teplotám a hromadeniu nečistôt, čo ovplyvňuje kvalitu a účinnosť rezania. Výber účinných a ekologických chladiacich kvapalín je nevyhnutný. | Kvalita čepele ovplyvňuje presnosť a hladkosť rezu. Neúčinná chladiaca kvapalina môže viesť k nízkej kvalite a účinnosti rezu, čo zdôrazňuje potrebu optimálneho použitia chladiacej kvapaliny. |
| Riadenie procesov a kontrola kvality | -Riadenie procesovMonitorovanie a úprava kľúčových parametrov rezania v reálnom čase na zabezpečenie stability a konzistentnosti procesu rezania. -Kontrola kvalityKontroly vzhľadu po rezaní, rozmerové merania a testovanie elektrických parametrov pomáhajú rýchlo identifikovať a riešiť problémy s kvalitou, čím sa zlepšuje presnosť a konzistentnosť rezania. | Správna kontrola procesu a kontrola kvality pomáhajú zabezpečiť konzistentné, vysokokvalitné výsledky rezania a včasné odhalenie potenciálnych problémov. |
Zlepšenie kvality rezania
Zlepšenie kvality rezania si vyžaduje komplexný prístup, ktorý zohľadňuje procesné parametre, výber zariadení a materiálov, riadenie procesu a kontrolu. Neustálym zdokonaľovaním technológií rezania a optimalizáciou procesných metód je možné ďalej zvýšiť presnosť a stabilitu rezania doštičiek, čím sa poskytne spoľahlivejšia technická podpora pre priemysel výroby polovodičov.
#03 Manipulácia a testovanie po rezaní
3.1 Čistenie a sušenie
Kroky čistenia a sušenia po rezaní doštičky sú kľúčové pre zabezpečenie kvality čipu a hladký priebeh následných procesov. Počas tejto fázy je nevyhnutné dôkladne odstrániť zvyšky kremíka, zvyšky chladiacej kvapaliny a ďalšie nečistoty vznikajúce počas rezania. Rovnako dôležité je zabezpečiť, aby sa čipy počas procesu čistenia nepoškodili, a po vysušení zabezpečiť, aby na povrchu čipu nezostala žiadna vlhkosť, aby sa predišlo problémom, ako je korózia alebo elektrostatický výboj.

Manipulácia po rezaní: Proces čistenia a sušenia
| Krok procesu | Obsah | Dopad |
| Proces čistenia | -MetódaNa čistenie používajte špeciálne čistiace prostriedky a čistú vodu v kombinácii s ultrazvukovými alebo mechanickými kefovacími technikami. | Zaisťuje dôkladné odstránenie nečistôt a zabraňuje poškodeniu triesok počas čistenia. |
| -Výber čistiaceho prostriedkuVyberte na základe materiálu doštičky a typu kontaminantu, aby ste zabezpečili účinné čistenie bez poškodenia čipu. | Správny výber prostriedku je kľúčom k účinnému čisteniu a ochrane pred trieskami. | |
| -Ovládanie parametrovPrísne kontrolujte teplotu, čas a koncentráciu čistiaceho roztoku, aby ste predišli problémom s kvalitou spôsobeným nesprávnym čistením. | Kontroly pomáhajú predchádzať poškodeniu doštičky alebo zanechávaniu nečistôt, čím sa zabezpečuje konzistentná kvalita. | |
| Proces sušenia | -Tradičné metódyPrirodzené sušenie vzduchom a sušenie horúcim vzduchom, ktoré majú nízku účinnosť a môžu viesť k hromadeniu statickej elektriny. | Môže to viesť k pomalšiemu schnutiu a potenciálnym problémom so statickou elektrinou. |
| -Moderné technológie: Používajte pokročilé technológie, ako je vákuové sušenie a infračervené sušenie, aby ste zabezpečili rýchle schnutie triesok a predišli škodlivým účinkom. | Rýchlejší a efektívnejší proces sušenia, čím sa znižuje riziko statického výboja alebo problémov súvisiacich s vlhkosťou. | |
| Výber a údržba zariadení | -Výber vybaveniaVysokovýkonné čistiace a sušiace stroje zlepšujú efektivitu spracovania a jemne kontrolujú potenciálne problémy počas manipulácie. | Vysokokvalitné stroje zabezpečujú lepšie spracovanie a znižujú pravdepodobnosť chýb počas čistenia a sušenia. |
| -Údržba zariadeníPravidelná kontrola a údržba zariadenia zabezpečuje jeho optimálny prevádzkový stav a zaručuje kvalitu triesok. | Správna údržba zabraňuje poruchám zariadení a zabezpečuje spoľahlivé a vysoko kvalitné spracovanie. |
Čistenie a sušenie po rezaní
Kroky čistenia a sušenia po rezaní doštičiek sú zložité a chúlostivé procesy, ktoré si vyžadujú starostlivé zváženie viacerých faktorov, aby sa zabezpečil konečný výsledok spracovania. Použitím vedeckých metód a prísnych postupov je možné zabezpečiť, aby každý čip vstúpil do nasledujúcich fáz balenia a testovania v optimálnom stave.
Kontrola a testovanie po rezaní
| Krok | Obsah | Dopad |
| Krok kontroly | 1.Vizuálna kontrola: Na kontrolu viditeľných defektov, ako sú praskliny, odštiepenia alebo kontaminácia na povrchu triesky, použite vizuálne alebo automatizované kontrolné zariadenie. Rýchlo identifikujte fyzicky poškodené triesky, aby ste predišli plytvaniu. | Pomáha pri identifikácii a eliminácii chybných triesok v ranej fáze procesu, čím sa znižujú straty materiálu. |
| 2.Meranie veľkostiNa presné meranie rozmerov triesok používajte presné meracie zariadenia, čím zabezpečíte, aby veľkosť rezu spĺňala konštrukčné špecifikácie a predídete problémom s výkonom alebo ťažkostiam s balením. | Zaisťuje, že čipy sú v rámci požadovaných limitov veľkosti, čím sa predchádza zníženiu výkonu alebo problémom s montážou. | |
| 3.Testovanie elektrických výkonovVyhodnoťte kľúčové elektrické parametre, ako je odpor, kapacita a indukčnosť, s cieľom identifikovať nevyhovujúce čipy a zabezpečiť, aby do ďalšej fázy postúpili iba čipy s funkčnou kvalifikáciou. | Zaisťuje, že v procese postupujú iba funkčné a výkonnostne testované čipy, čím sa znižuje riziko zlyhania v neskorších fázach. | |
| Krok testovania | 1.Funkčné testovanieOverenie, či základná funkčnosť čipu funguje podľa očakávania, identifikácia a eliminácia čipov s funkčnými abnormalitami. | Zabezpečuje, aby čipy spĺňali základné prevádzkové požiadavky predtým, ako prejdú do neskorších fáz. |
| 2.Testovanie spoľahlivostiVyhodnotenie stability výkonu čipu pri dlhodobom používaní alebo v náročných podmienkach, zvyčajne zahŕňajúcich starnutie pri vysokých teplotách, testovanie pri nízkych teplotách a testovanie vlhkosti na simuláciu extrémnych podmienok v reálnom svete. | Zaisťuje spoľahlivé fungovanie čipov v rôznych environmentálnych podmienkach, čím sa predlžuje životnosť a stabilita produktu. | |
| 3.Testovanie kompatibilityOverte, či čip správne funguje s inými komponentmi alebo systémami a uistite sa, že nedochádza k žiadnym chybám alebo zníženiu výkonu v dôsledku nekompatibility. | Zaisťuje plynulý chod v reálnych aplikáciách tým, že predchádza problémom s kompatibilitou. |
3.3 Balenie a skladovanie
Po narezaní doštičiek sú čipy kľúčovým výstupom procesu výroby polovodičov a rovnako dôležité sú aj fázy ich balenia a skladovania. Správne opatrenia týkajúce sa balenia a skladovania sú nevyhnutné nielen na zaistenie bezpečnosti a stability čipov počas prepravy a skladovania, ale aj na poskytnutie silnej podpory pre následné fázy výroby, testovania a balenia.
Zhrnutie fáz kontroly a testovania:
Kroky kontroly a testovania čipov po rezaní doštičiek zahŕňajú celý rad aspektov vrátane vizuálnej kontroly, merania veľkosti, testovania elektrických vlastností, funkčného testovania, testovania spoľahlivosti a testovania kompatibility. Tieto kroky sú vzájomne prepojené a dopĺňajú sa, čím tvoria pevnú bariéru na zabezpečenie kvality a spoľahlivosti produktu. Prostredníctvom prísnych postupov kontroly a testovania je možné identifikovať a promptne vyriešiť potenciálne problémy, čím sa zabezpečí, že konečný produkt spĺňa požiadavky a očakávania zákazníkov.
| Aspekt | Obsah |
| Baliace opatrenia | 1.AntistatickýObalové materiály by mali mať vynikajúce antistatické vlastnosti, aby sa zabránilo poškodeniu zariadení statickou elektrinou alebo ovplyvneniu ich výkonu. |
| 2.Odolné voči vlhkostiObalové materiály by mali mať dobrú odolnosť voči vlhkosti, aby sa zabránilo korózii a zhoršeniu elektrických vlastností spôsobeným vlhkosťou. | |
| 3.Odolný voči nárazomObalové materiály by mali poskytovať účinné tlmenie nárazov, aby chránili čipy pred vibráciami a nárazmi počas prepravy. | |
| Skladovacie prostredie | 1.Regulácia vlhkostiPrísne regulujte vlhkosť v príslušnom rozsahu, aby ste predišli absorpcii vlhkosti a korózii spôsobenej nadmernou vlhkosťou alebo statickým problémom spôsobeným nízkou vlhkosťou. |
| 2.ČistotaUdržiavajte čisté skladovacie prostredie, aby ste predišli kontaminácii triesok prachom a nečistotami. | |
| 3.Regulácia teplotyNastavte primeraný teplotný rozsah a udržiavajte teplotnú stabilitu, aby ste predišli zrýchlenému starnutiu v dôsledku nadmerného tepla alebo problémov s kondenzáciou spôsobených nízkymi teplotami. | |
| Pravidelná kontrola | Pravidelne kontrolujte a vyhodnocujte uskladnené čipy pomocou vizuálnych kontrol, meraní rozmerov a testov elektrického výkonu, aby ste včas identifikovali a riešili potenciálne problémy. Na základe doby a podmienok skladovania naplánujte používanie čipov tak, aby ste zabezpečili ich optimálne používanie. |

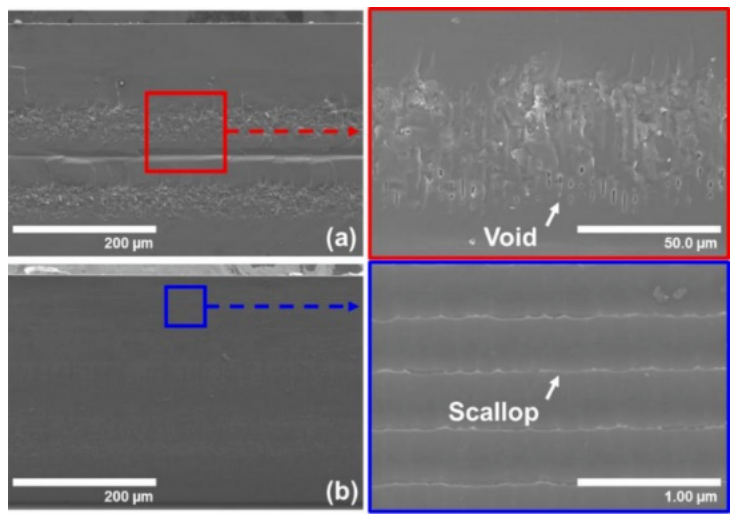
Problém mikrotrhlín a poškodenia počas procesu rezania doštičiek je významnou výzvou vo výrobe polovodičov. Rezné napätie je hlavnou príčinou tohto javu, pretože vytvára drobné trhliny a poškodenia na povrchu doštičky, čo vedie k zvýšeniu výrobných nákladov a zníženiu kvality produktu.
Na riešenie tejto výzvy je nevyhnutné minimalizovať namáhanie pri rezaní a implementovať optimalizované techniky rezania, nástroje a podmienky. Starostlivá pozornosť venovaná faktorom, ako je materiál čepele, rýchlosť rezania, tlak a metódy chladenia, môže pomôcť znížiť tvorbu mikrotrhlín a zlepšiť celkovú výťažnosť procesu. Okrem toho prebiehajúci výskum pokročilejších technológií rezania, ako je laserové rezanie, skúma spôsoby, ako tieto problémy ďalej zmierniť.
Ako krehký materiál sú doštičky náchylné na vnútorné štrukturálne zmeny, keď sú vystavené mechanickému, tepelnému alebo chemickému namáhaniu, čo vedie k tvorbe mikrotrhlín. Hoci tieto trhliny nemusia byť okamžite viditeľné, môžu sa v priebehu výrobného procesu rozširovať a spôsobiť vážnejšie poškodenie. Tento problém sa stáva obzvlášť problematickým počas následných fáz balenia a testovania, kde teplotné výkyvy a dodatočné mechanické namáhanie môžu spôsobiť, že sa tieto mikrotrhliny vyvinú na viditeľné zlomy, čo môže viesť k zlyhaniu čipu.
Na zmiernenie tohto rizika je nevyhnutné starostlivo kontrolovať proces rezania optimalizáciou parametrov, ako je rýchlosť rezania, tlak a teplota. Použitie menej agresívnych metód rezania, ako je laserové rezanie, môže znížiť mechanické namáhanie doštičky a minimalizovať tvorbu mikrotrhlín. Okrem toho, implementácia pokročilých metód kontroly, ako je infračervené skenovanie alebo röntgenové zobrazovanie počas procesu rezania doštičky, môže pomôcť odhaliť tieto trhliny v ranom štádiu skôr, ako spôsobia ďalšie poškodenie.
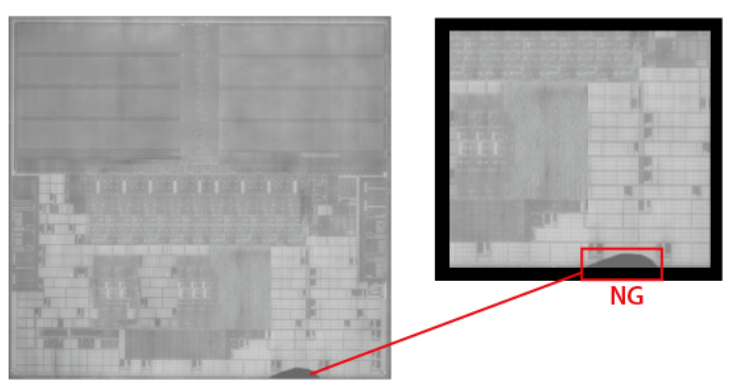
Poškodenie povrchu doštičky je významným problémom v procese rezania, pretože môže mať priamy vplyv na výkon a spoľahlivosť čipu. Takéto poškodenie môže byť spôsobené nesprávnym použitím rezných nástrojov, nesprávnymi parametrami rezania alebo materiálovými chybami samotných doštičiek. Bez ohľadu na príčinu môžu tieto poškodenia viesť k zmenám elektrického odporu alebo kapacity obvodu, čo ovplyvňuje celkový výkon.
Na riešenie týchto problémov sa skúmajú dve kľúčové stratégie:
1. Optimalizácia rezných nástrojov a parametrovPoužitím ostrejších čepelí, nastavením rýchlosti rezania a úpravou hĺbky rezu je možné minimalizovať koncentráciu napätia počas procesu rezania, čím sa znižuje potenciál poškodenia.
2. Prieskum nových technológií rezaniaPokročilé techniky ako laserové rezanie a plazmové rezanie ponúkajú vylepšenú presnosť a zároveň potenciálne znižujú úroveň poškodenia doštičky. Tieto technológie sa skúmajú s cieľom nájsť spôsoby, ako dosiahnuť vysokú presnosť rezania a zároveň minimalizovať tepelné a mechanické namáhanie doštičky.
Tepelná plocha a jej vplyv na výkon
Pri procesoch tepelného rezania, ako je laserové a plazmové rezanie, vysoké teploty nevyhnutne vytvárajú na povrchu doštičky zónu tepelného nárazu. Táto oblasť, kde je teplotný gradient významný, môže zmeniť vlastnosti materiálu a ovplyvniť konečný výkon čipu.
Vplyv tepelne ovplyvnenej zóny (TAZ):
Zmeny kryštálovej štruktúryPri vysokých teplotách sa atómy v materiáli doštičky môžu preskupiť, čo spôsobuje deformácie v kryštálovej štruktúre. Táto deformácia oslabuje materiál, znižuje jeho mechanickú pevnosť a stabilitu, čo zvyšuje riziko poruchy čipu počas používania.
Zmeny elektrických vlastnostíVysoké teploty môžu zmeniť koncentráciu a mobilitu nosičov náboja v polovodičových materiáloch, čo ovplyvňuje elektrickú vodivosť čipu a účinnosť prenosu prúdu. Tieto zmeny môžu viesť k zníženiu výkonu čipu, čo ho môže potenciálne urobiť nevhodným na zamýšľaný účel.
Na zmiernenie týchto účinkov je nevyhnutnou stratégiou na zníženie rozsahu tepelného vplyvu a zachovanie integrity materiálu regulácia teploty počas rezania, optimalizácia parametrov rezania a skúmanie metód, ako sú chladiace trysky alebo dodatočné úpravy.
Celkovo sú mikrotrhliny aj zóny tepelného nárazu kľúčovými výzvami v technológii rezania doštičiek. Na zlepšenie kvality polovodičových výrobkov a zvýšenie ich konkurencieschopnosti na trhu bude potrebný ďalší výskum spolu s technologickým pokrokom a opatreniami na kontrolu kvality.
Opatrenia na kontrolu zóny tepelného vplyvu:
Optimalizácia parametrov procesu rezaniaZníženie rýchlosti a výkonu rezania môže účinne minimalizovať veľkosť zóny tepelného nárazu (TAZ). To pomáha kontrolovať množstvo tepla generovaného počas procesu rezania, ktoré priamo ovplyvňuje materiálové vlastnosti doštičky.
Pokročilé chladiace technológiePoužitie technológií, ako je chladenie kvapalným dusíkom a mikrofluidné chladenie, môže výrazne obmedziť rozsah zóny tepelného nárazu. Tieto metódy chladenia pomáhajú efektívnejšie odvádzať teplo, čím sa zachovávajú materiálové vlastnosti doštičky a minimalizuje sa tepelné poškodenie.
Výber materiáluVýskumníci skúmajú nové materiály, ako sú uhlíkové nanorúrky a grafén, ktoré majú vynikajúcu tepelnú vodivosť a mechanickú pevnosť. Tieto materiály môžu znížiť zónu tepelného nárazu a zároveň zlepšiť celkový výkon čipov.
Stručne povedané, hoci je zóna tepelného nárazu nevyhnutným dôsledkom technológií tepelného rezania, možno ju efektívne kontrolovať optimalizovanými technikami spracovania a výberom materiálu. Budúci výskum sa pravdepodobne zameria na jemné doladenie a automatizáciu procesov tepelného rezania s cieľom dosiahnuť efektívnejšie a presnejšie rezanie doštičiek.
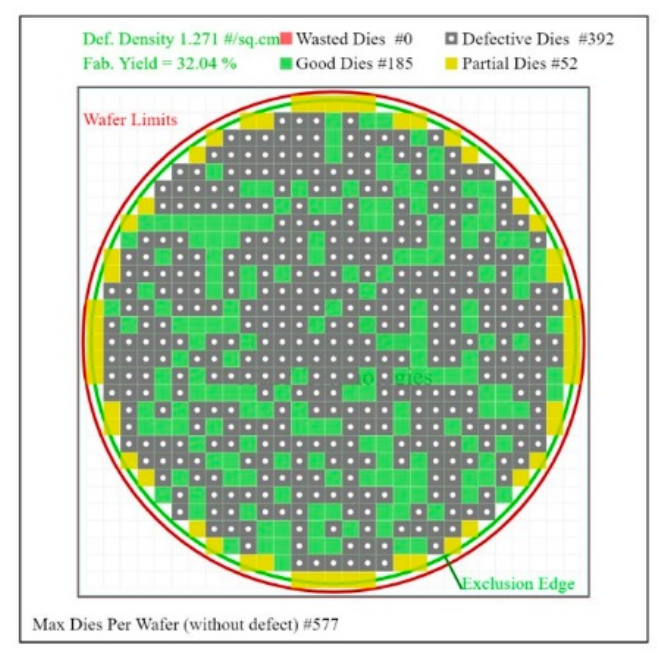
Stratégia vyváženosti:
Dosiahnutie optimálnej rovnováhy medzi výťažnosťou doštičiek a efektivitou výroby je v technológii rezania doštičiek neustálou výzvou. Výrobcovia musia zvážiť viacero faktorov, ako je dopyt na trhu, výrobné náklady a kvalita produktu, aby vyvinuli racionálnu výrobnú stratégiu a procesné parametre. Zároveň je zavedenie moderných rezacích zariadení, zlepšenie zručností operátorov a zlepšenie kontroly kvality surovín nevyhnutné pre udržanie alebo dokonca zlepšenie výťažnosti a zároveň zvýšenie efektivity výroby.
Budúce výzvy a príležitosti:
S pokrokom v polovodičovej technológii čelí rezanie doštičiek novým výzvam a príležitostiam. S zmenšovaním veľkosti čipov a zvyšovaním integrácie výrazne rastú nároky na presnosť a kvalitu rezania. Súčasne vznikajúce technológie poskytujú nové nápady pre vývoj techník rezania doštičiek. Výrobcovia musia držať krok s dynamikou trhu a technologickými trendmi a neustále upravovať a optimalizovať výrobné stratégie a procesné parametre, aby spĺňali zmeny na trhu a technologické požiadavky.
Záverom možno povedať, že integráciou úvah o trhovom dopyte, výrobných nákladoch a kvalite výrobkov a zavedením moderných zariadení a technológií, zlepšením zručností operátorov a posilnením kontroly surovín môžu výrobcovia dosiahnuť najlepšiu rovnováhu medzi výťažnosťou doštičiek a efektívnosťou výroby počas rezania doštičiek, čo vedie k efektívnej a vysoko kvalitnej výrobe polovodičových výrobkov.
Výhľad do budúcnosti:
Vďaka rýchlemu technologickému pokroku sa polovodičová technológia rozvíja nebývalým tempom. Technológia rezania doštičiek, ktorá je kľúčovým krokom vo výrobe polovodičov, je pripravená na vzrušujúci nový vývoj. Očakáva sa, že technológia rezania doštičiek dosiahne významné zlepšenia v presnosti, efektívnosti a nákladoch, čím vnesie novú vitalitu do pokračujúceho rastu polovodičového priemyslu.
Zvyšovanie presnosti:
V snahe o vyššiu presnosť bude technológia rezania doštičiek neustále posúvať hranice existujúcich procesov. Hlbokým štúdiom fyzikálnych a chemických mechanizmov procesu rezania a presným riadením parametrov rezania sa dosiahnu jemnejšie výsledky rezania, ktoré splnia čoraz zložitejšie požiadavky na návrh obvodov. Okrem toho, skúmanie nových materiálov a metód rezania výrazne zlepší výťažnosť a kvalitu.
Zvyšovanie efektívnosti:
Nové zariadenia na rezanie doštičiek sa zamerajú na inteligentný a automatizovaný dizajn. Zavedenie pokročilých riadiacich systémov a algoritmov umožní zariadeniu automaticky upravovať parametre rezania tak, aby vyhovovali rôznym materiálom a konštrukčným požiadavkám, čím sa výrazne zvýši efektivita výroby. Inovácie, ako je technológia rezania viacerých doštičiek a systémy rýchlej výmeny čepelí, budú hrať kľúčovú úlohu pri zvyšovaní efektivity.
Zníženie nákladov:
Znižovanie nákladov je kľúčovým smerom vývoja technológie rezania doštičiek. S vývojom nových materiálov a metód rezania sa očakáva, že náklady na zariadenia a údržbu budú efektívne kontrolované. Okrem toho optimalizácia výrobných procesov a zníženie miery odpadu ďalej znížia množstvo odpadu počas výroby, čo povedie k zníženiu celkových výrobných nákladov.
Inteligentná výroba a internet vecí:
Integrácia technológií inteligentnej výroby a internetu vecí (IoT) prinesie transformačné zmeny do technológie rezania doštičiek. Vďaka prepojeniu a zdieľaniu údajov medzi zariadeniami je možné každý krok výrobného procesu monitorovať a optimalizovať v reálnom čase. To nielen zlepšuje efektivitu výroby a kvalitu produktov, ale poskytuje spoločnostiam aj presnejšie predpovede trhu a podporu pri rozhodovaní.
Technológia rezania doštičiek v budúcnosti prinesie pozoruhodný pokrok v presnosti, efektivite a nákladoch. Tento pokrok bude hnacou silou ďalšieho rozvoja polovodičového priemyslu a prinesie ľudskej spoločnosti viac technologických inovácií a pohodlia.
Čas uverejnenia: 19. novembra 2024